
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Pag -unawa sa pagpapakain ng wire sa welding ng laser
Ang teknolohiya ng pagpapakain ng wire sa laser welding ay isang pangunahing sangkap para sa pagkamit ng de-kalidad na hinang. Sa pamamagitan ng makatwirang pagpili ng materyal na wire, diameter, paraan ng pagpapakain ng kawad at tumpak na pagkontrol sa bilis ng pagpapakain ng wire, kahusayan ng hinang at kalidad ng magkasanib na maaaring mabisang mapabuti. Ang mga sumusunod na detalye ng nagtatrabaho na prinsipyo ng wire feeder, pagpili ng wire, bilis ng pagpapakain ng wire at iba pang mga teknikal na puntos.

1. Paggawa ng Prinsipyo ng wire feeder
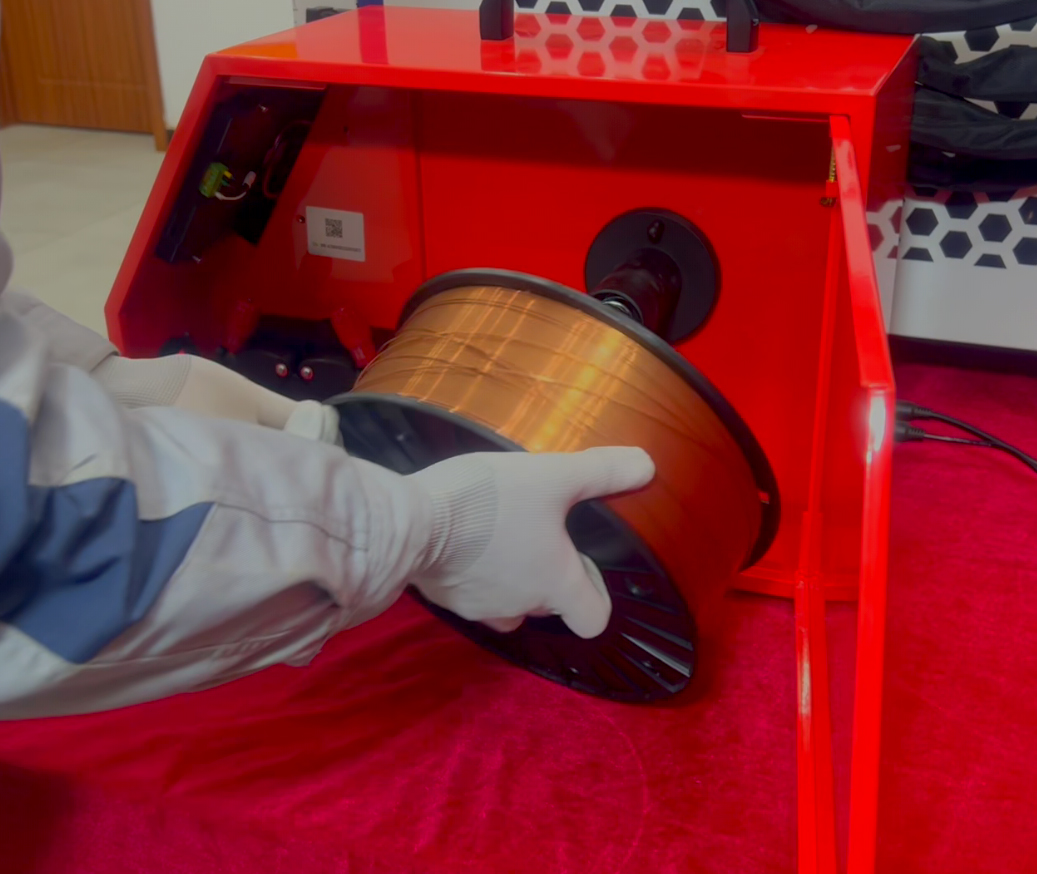
Ang wire feeder ay isang aparato na espesyal na ginagamit upang maihatid ang welding wire sa lugar ng welding ng laser. Kasama sa proseso ng pagtatrabaho ang sumusunod na pangunahing mga link:
Wire Feeding Motor:Ang wire feeder ay nagtutulak ng wire feed system sa pamamagitan ng motor upang itulak ang welding wire sa welding gun.
Wire feed tube:Pinakain ng wire feeder ang welding wire sa welding gun sa pamamagitan ng isang payat na pipe ng paghahatid. Ang wire feed tube ay karaniwang idinisenyo sa isang hubog na hugis upang matiyak na ang welding wire ay maaaring pakainin nang maayos.
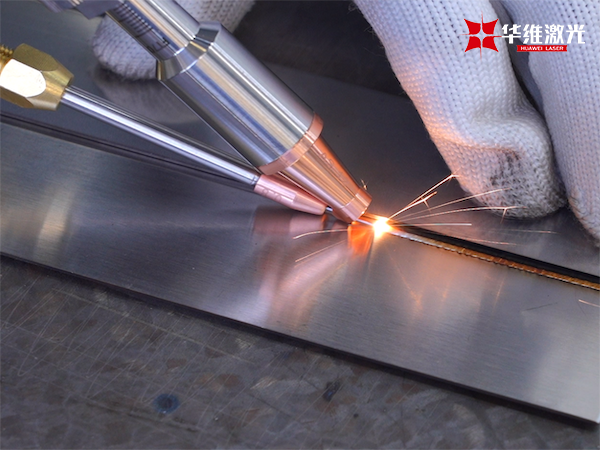
Wire nozzle:Ang welding wire na naihatid sa welding gun ay pumapasok sa welding area ng laser beam sa pamamagitan ng nozzle at kumikilos sa bahagi ng hinang kasama ang laser beam.
Ang sistema ng pagpapakain ng wire ay karaniwang kailangang gumana nang magkakasabay sa kagamitan sa welding ng laser upang matiyak ang tumpak na paghahatid ng welding wire at ang epektibong pag -iilaw ng laser beam, sa gayon tinitiyak ang katatagan ng tinunaw na pool at ang kalidad ng welded joint.
2. Pagpili ng mga materyales sa welding
Ang pagpili ng materyal na wire wire ay direktang nakakaapekto sa kalidad ng hinang at magkasanib na lakas. Ang iba't ibang mga base na materyales ay nangangailangan ng iba't ibang uri ng wire ng welding upang matiyak ang pagganap ng welded joint. Ang mga karaniwang materyales ng wire ng welding ay may kasamang hindi kinakalawang na asero welding wire, aluminyo alloy welding wire, tanso welding wire, atbp. Ang mga sumusunod na kadahilanan ay kailangang isaalang -alang kapag pumipili:
Pagtutugma ng Base Material:Ang komposisyon ng kemikal ng wire ng welding ay dapat tumugma sa base material upang maiwasan ang mga depekto sa welding dahil sa hindi pagkakatugma sa materyal.
Mga Kinakailangan sa Pag -aari ng Mekanikal:Ang mga mekanikal na katangian (tulad ng lakas, tigas, atbp.) Ng materyal na wire wire ay dapat matugunan ang mga kinakailangan sa aplikasyon upang matiyak na ang kasukasuan ay may sapat na lakas.
Ang paglaban sa kaagnasan at paglaban ng mataas na temperatura: Para sa mga bahagi na ginamit sa ilang mga espesyal na kapaligiran, ang paglaban ng kaagnasan at mataas na temperatura ng paglaban ng welding wire ay dapat ding matugunan ang mga kaugnay na pamantayan.
3. Pagpili ng diameter ng wire
Ang laki ng diameter ng wire ay direktang nakakaapekto sa halaga ng tagapuno, tinunaw na kontrol sa pool at bilis ng hinang. Ang karaniwang hanay ng diameter ng wire ay karaniwang nasa pagitan ng 0.8mm at 2.4mm, at ang tiyak na pagpili ay nakasalalay sa mga sumusunod na kadahilanan:
Ang kapal ng materyal ng magulang: Ang manipis na welding ng plato ay karaniwang gumagamit ng isang mas payat na kawad (tulad ng 0.8mm o 1.0mm) upang tumpak na kontrolin ang tinunaw na pool, habang ang makapal na mga plato ay nangangailangan ng isang mas makapal na kawad (tulad ng 1.6mm o 2.0mm) upang magbigay ng sapat na materyal na tagapuno.
Posisyon ng hinang:Para sa pahalang o nakabitin na mga kasukasuan ng welding, ang mga mas payat na mga wire ay mas madaling kontrolin ang tinunaw na pool at bawasan ang mga depekto ng welding na sanhi ng labis na mga pool na tinunaw.
Kapangyarihan ng hinang:Ang isang mas mataas na lakas na sistema ng laser ay maaaring maitugma sa isang mas makapal na kawad upang magbigay ng mas maraming metal na tagapuno upang matugunan ang mga kinakailangan sa welding na may mataas na lakas.
Ang pagpili ng tamang diameter ng wire ay nakakatulong na mapabuti ang kahusayan ng hinang, bawasan ang mga depekto sa welding, at matiyak ang kalidad ng pinagsamang welded.
4. Paano pakainin ang kawad sa welding gun
Ang wire ay karaniwang pinakain sa welding gun sa pamamagitan ng wire feed tube ng wire feeder. Ang proseso ng pagpapakain ng welding wire sa welding gun ay napaka -tumpak, at karaniwang maraming mga paraan:
Mechanical Wire Feeding System:Ang welding wire ay hinihimok sa wire feed tube ng motor at drive wheel, at pagkatapos ay ang welding wire ay pinakain sa lugar ng welding ng laser sa pamamagitan ng gabay na sistema.
Pneumatic Wire Feeding System:Ang gas (tulad ng nitrogen o naka -compress na hangin) ay ginagamit upang itulak ang welding wire kasama ang wire feed tube. Ang pamamaraang ito ay medyo simple, ngunit nangangailangan ito ng tumpak na kontrol ng daloy ng hangin upang maiwasan ang welding wire mula sa pag -deflect o pag -stuck.
Ang proseso ng pagpapakain ng wire ay dapat tiyakin na ang welding wire ay makinis, walang putol, at hindi makagambala sa iba pang mga sangkap. Ang disenyo ng welding gun ay karaniwang may gabay na aparato upang matiyak ang tumpak na pag -dock ng welding wire na may laser beam.

5. Kontrol ng bilis ng pagpapakain ng wire
Ang bilis ng pagpapakain ng wire ay isa sa mga pangunahing mga parameter sa welding ng laser. Ang pagpili ng bilis ng pagpapakain ng kawad ay kailangang isaalang -alang ang lakas ng laser, bilis ng hinang, diameter ng wire at ang laki ng tinunaw na pool. Karaniwan, ang bilis ng pagpapakain ng wire ay kailangang mai -synchronize sa bilis ng welding ng laser upang matiyak na ang welding wire ay maaaring pakainin sa tinunaw na pool sa isang matatag na rate.
Sobrang bilis ng pagpapakain ng wire:Maaaring maging sanhi ng labis na metal na tagapuno, dagdagan ang tinunaw na pool ng magkasanib na masyadong malaki o labis na pagpuno, na maaaring maging sanhi ng mga depekto sa welding.
Masyadong mabagal na bilis ng pagpapakain ng kawad:Maaari itong humantong sa hindi sapat na wire ng welding, masyadong maliit na tinunaw na pool, hindi sapat na lakas ng magkasanib na welding, at kahit na hindi kumpletong hinang.
Upang tumpak na makontrol ang bilis ng pagpapakain ng wire, ang mga modernong wire feeder ay karaniwang nilagyan ng mga sistema ng kontrol ng mataas na katumpakan, na maaaring awtomatikong ayusin ang bilis ng pagpapakain ng wire ayon sa real-time na feedback ng proseso ng hinang (tulad ng laser power, bilis ng hinang, tinunaw na temperatura ng pool, atbp.) Upang matiyak ang katatagan at mataas na kalidad ng proseso ng hinang.

Kung nais mong malaman ang higit pa tungkol sa teknolohiya ng laser welding at mga solusyon sa pagpapakain ng wire, mangyaring makipag -ugnay sa Huawei Laser. Ang Huawei Laser ay nakatuon sa pananaliksik at pag -unlad at aplikasyon ng teknolohiya ng welding ng laser, na nagbibigay ng komprehensibong suporta sa teknikal at pasadyang mga serbisyo upang matulungan ang mga kumpanya na mapabuti ang teknolohiya ng welding at kahusayan sa paggawa.


