- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

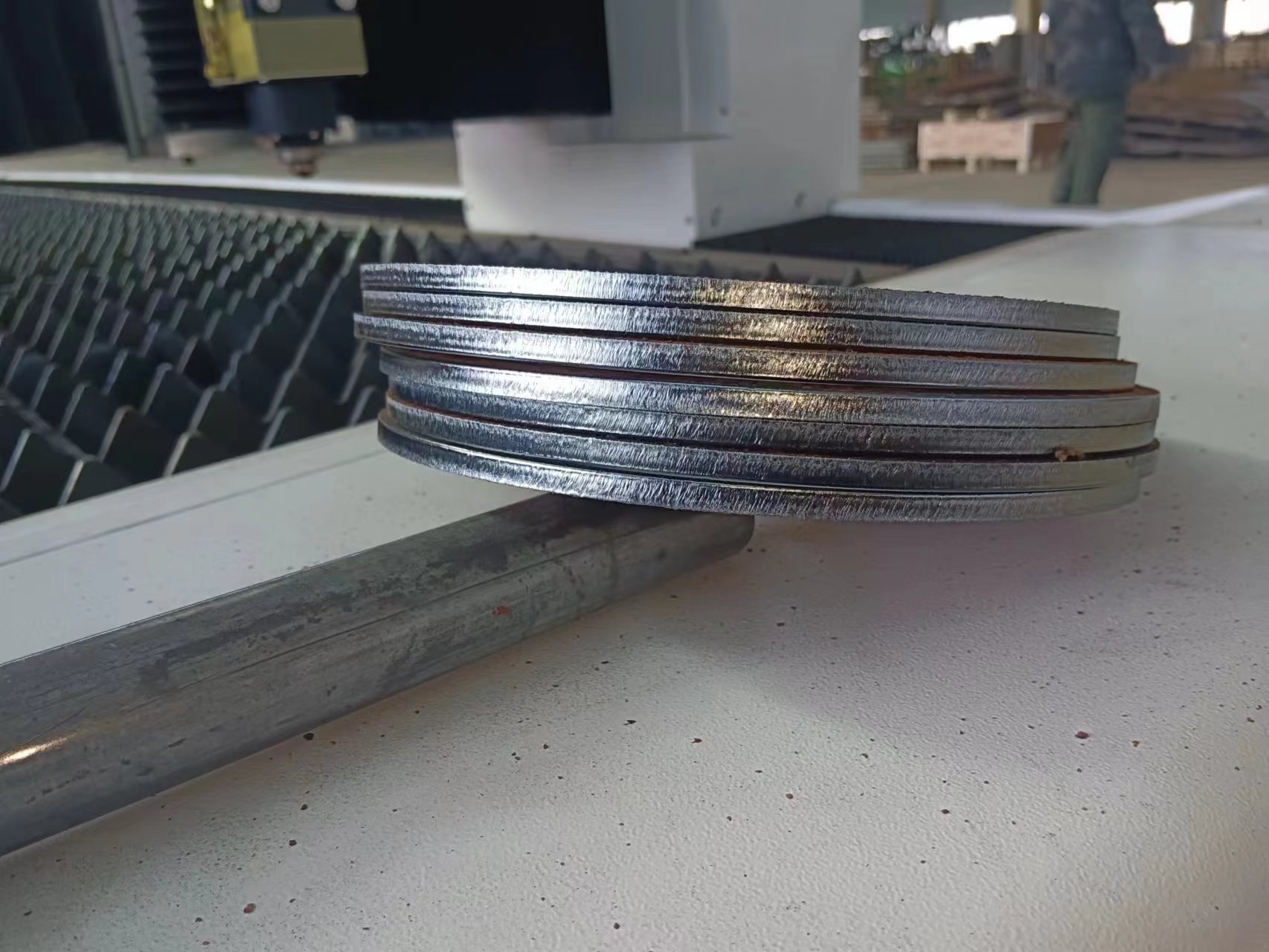
Laser Cutting Carbon Steel: Pagtugon sa Mga Karaniwang Hamon at Solusyon
1. Mga Striations, magaspang na ibabaw, at dross sa ilalim
Mga Dahilan:
Ang labis na presyon ng gas: Ang mataas na presyon ng gas ay maaaring makaapekto sa kalidad ng pagputol, na humahantong sa isang magaspang na ibabaw at kahit na pagbuo ng dross.
Mabagal na bilis ng pagputol: Ang isang mabagal na bilis ng pagputol ay nagiging sanhi ng laser beam na manatiling makipag -ugnay sa ibabaw ng metal nang masyadong mahaba, na nagreresulta sa labis na konsentrasyon ng init sa lugar ng paggupit at pagbuo ng dross sa ilalim.
Masyadong mataas ang pokus: Ang isang hindi wastong itinakda na mataas na punto ng pokus ay nagiging sanhi ng hindi pantay na pamamahagi ng enerhiya ng laser, na nagreresulta sa isang magaspang na ibabaw at pag -iipon ng akumulasyon sa ilalim.
Solusyon:
Bawasan ang presyon ng gas: Ayusin ang presyon ng gas upang maiwasan ang labis na presyon na maaaring humantong sa magaspang na ibabaw.
Dagdagan ang bilis ng paggupit: Dagdagan ang bilis ng paggupit upang matiyak na ang laser beam ay dumadaan nang mabilis sa materyal, na pumipigil sa sobrang pag -init.
Ibaba ang punto ng pokus: Ibaba ang punto ng pokus upang matiyak na ang enerhiya ng laser ay puro sa pinakamainam na lokasyon ng pagputol, pag-minimize ng mga zone na apektado ng init at pagpapabuti ng kalidad ng pagputol.

2. Burnt Edge at Yellowing
Mga Dahilan:
Masyadong mataas ang pokus: Kapag ang punto ng pokus ay masyadong mataas, ang enerhiya ng laser ay puro sa ibabaw, na humahantong sa sobrang pag -init at nagiging sanhi ng mga nasusunog na gilid at pagdidilaw.
Ang labis na presyon ng gas: Ang mataas na presyon ng gas ay maaaring maging sanhi ng laser beam na matumbok ang materyal sa maling anggulo, na nagreresulta sa sobrang pag -init o oksihenasyon, na humahantong sa pagdilaw.
Labis na kapangyarihan ng laser: Ang mataas na lakas ng laser ay maaaring labis na mapainit ang ibabaw ng materyal, na nagiging sanhi ng pagkasunog o pagkawalan ng kulay.
Solusyon:
Ibaba ang pokus na pokus: Ayusin ang pokus upang matiyak na ang enerhiya ng laser ay nakatuon nang tumpak sa pagputol, na pumipigil sa sobrang pag -init.
Bawasan ang presyon ng gas: Ang pagbaba ng presyon ng gas ay makakatulong na maiwasan ang labis na daloy ng hangin na nakakagambala sa proseso ng pagputol at binabawasan ang oksihenasyon.
Bawasan ang diameter ng nozzle: Sa pamamagitan ng pagbabawas ng diameter ng nozzle, ang daloy ng gas ay puro, na tumutulong na maiwasan ang pagpapakalat ng init at binabawasan ang paglitaw ng mga nasusunog na mga gilid.
Bawasan ang Laser Power: Ibaba ang lakas ng laser upang maiwasan ang labis na pag -init ng ibabaw ng materyal, binabawasan ang panganib ng mga nasusunog na gilid o pag -yellowing.

3. Magandang kalidad ng pagputol sa tuktok, dross sa ilalim
Mga Dahilan:
Masyadong mataas ang pokus: Ang isang mataas na punto ng pokus ay humahantong sa hindi sapat na pagtagos ng laser beam, na nagreresulta sa isang maruming hiwa sa ilalim at pagbubuo ng dross.
Mababang presyon ng gas: Ang hindi sapat na presyon ng gas ay nabigo na epektibong alisin ang tinunaw na slag, na nagiging sanhi ng dross sa ilalim.
Mabilis ang bilis ng pagputol: Ang isang mabilis na bilis ng paggupit ay nagreresulta sa paggastos ng laser beam na masyadong maliit na oras sa materyal, na pumipigil sa sapat na aplikasyon ng init, na nagiging sanhi ng hindi kumpletong pagtunaw sa ilalim at pagbubuo ng dross.
Solusyon:
Bawasan ang bilis ng paggupit: Ibaba ang bilis ng paggupit upang payagan ang laser beam na manatili sa materyal para sa mas mahabang panahon, tinitiyak ang sapat na pag -alis ng slag.
Ibaba ang punto ng pokus: Ayusin ang pokus upang matiyak na ang laser beam ay tumagos nang mas epektibo sa materyal at nagpapabuti sa kalidad ng pagputol sa ilalim.
Dagdagan ang presyon ng gas: Dagdagan ang presyon ng gas upang makatulong na paalisin ang tinunaw na slag, na pumipigil sa akumulasyon nito sa ilalim.
Ang mga karaniwang problema na nakatagpo sa panahon ng pagputol ng laser ng carbon steel ay karaniwang malulutas sa pamamagitan ng pag -aayos ng mga parameter ng pagputol tulad ng presyon ng gas, punto ng pokus, at bilis ng pagputol, pati na rin ang pag -optimize ng pagsasaayos ng kagamitan. Sa pamamagitan ng pag-aayos ng mga parameter na ito, ang kalidad ng pagputol ay maaaring mapahusay, nabawasan ang mga depekto sa ibabaw, at napabuti ang pangkalahatang kahusayan sa paggawa. Ang mga kumpanya na nakikibahagi sa pagputol ng laser ay dapat pumili ng naaangkop na mga setting batay sa mga katangian ng mga materyales at tiyak na mga kinakailangan sa proseso upang makamit ang pinakamainam na mga resulta ng pagputol.
Para sa karagdagang impormasyon sa teknolohiya ng pagputol ng laser o upang malutas ang mga tukoy na isyu, mangyaring makipag -ugnay sa aming pangkat ng suporta sa teknikal. Kami ay nakatuon sa pagbibigay sa iyo ng pinakamahusay na tulong.
Impormasyon sa Makipag -ugnay:
Huawei laser
Email: huaweilaser2017@163.com
Website: www.huawei-laser.com